TEMA 3
DIBUJO TÉCNICO
Bienvenidos otra semana más a mi blog, agradezco de el interés que muestras por el mundo de la automoción y espero que pueda ayudarte a comprenderlo con cada entrada que vaya subiendo. Esta semana vamos a hablar del dibujo técnico, desarrollando los siguientes apartados:
- Necesidad del dibujo técnico.
- Concreción de un diseño en su fase de desarrollo, distintos tipos de dibujo de la idea al diseño técnico.
- Sistemas de representación.
- ¿Qué es la normalización? Descripción de la normalización industrial y los entes más importantes.
- Acotación:
- ¿Qué es? ¿Para qué sirve?.
- Elementos de acotación.
- Normativa de acotación.
- Escalas.
- Planificación de piezas y su representación para producción.
Necesidad del dibujo técnico
El dibujo técnico es un sistema de representación gráfica de un objeto u objetos, los cuales nos proporcionaran información de los objetos representados, ya sea para su análisis, ayudar a elaborar su diseño para su posterior construcción, o su mantenimiento.
Desde el comienzo de los tiempos el ser humano ha expresado sus experiencias en la vida mediante grafitos o dibujos, lo que conocemos como pinturas rupestres, en estas representaciones mostraban acciones de su día a día con el fin de que no se olvidasen con el tiempo, a este tipo de representaciones se la conoce como dibujo artístico.
Según la historia avanzaba, el ser humano ha necesitado de una herramienta eficaz y que expresase una idea o una pieza de la manera más real posible, por ejemplo en la industria, lo que llamamos dibujo técnico.
 |
| Dibujo artístico rupestre |
 |
| Dibujo Técnico de una pieza |
Concreción de un diseño en su fase de desarrollo, distintos tipos de dibujo de la idea al diseño técnico
Para plasmar de una manera correcta nuestra representación hay que tener la idea muy clara en la cabeza, para ayudarnos a visualizarla en todo su plenitud tendremos que ir haciendo una serie de representaciones anteriores a la representación técnica.
Todo trabajo empieza con un Boceto, que es un dibujo a mano alzada y un poco rudimentario que nos dará una idea de lo que queremos representar y como queremos hacerlo, no lleva ningún tipo de acotación y nos muestra los aspectos más destacables de nuestro diseño.
 |
| Boceto de un vehículo |
El siguiente paso que debemos dar es el de la realización de un Croquis, que sigue siendo una representación a mano alzada pero donde incluiremos las acotaciones, el material utilizado en su construcción, su color y diversas características más que nos permitirá ver de una forma más detallada lo que queremos representar.
 |
| Croquis |
Una vez que ya tengamos nuestro croquis terminado, podemos pasar a lo que llamamos Plano, que es la representación con útiles de dibujo y en papel milimetrado de lo representado antes, donde buscaremos representarlo de la manera más real posible y añadiendo toda la información necesaria para su correcta fabricación.
 |
| Plano de una pieza |
Sistemas de representación
El representar los objetos tridimensionales sobre un papel o pantalla, hace necesario recurrir a los sistemas de representación o la llamada geometría descriptiva.
Existen cuatro sistemas de representación:
- Sistema diédrico
- Sistema axonométrico
- Sistema cónico
- Sistema acotado
Sistema Diédrico
El sistema diédrico, es el fundamental y más utilizado por permitir la representación de una gran variedad de objetos y formas, y sobre todo, es el sistema para realizar cualquier tipo de cálculo sobre lo representado.
 |
| Sistema diédrico |
Sistema axonométrico
El sistema axonométrico se desarrolló para suplir las desventajas del sistema diédrico, es decir, poder visualizar un elemento mecánico de una forma rápida y sin conocimientos previos.
Este sistema se subdivide en dos principales, el sistema axonométrico ortogonal y el sistema axonométrico oblicuo. La diferencia entre ambos es la dirección de los rayos de proyección respecto del plano en el que se proyectan, la cual será perpendicular o con otro ángulo en cualquiera de ambos casos.
-SISTEMA AXONOMÉTRICO ORTOGONAL
Se divide en tres subsistemas:
- Isométrico: El más utilizado por su comodidad. Los tres ejes forman los mismos ángulos.
- Dimétrico: Dos de los ángulos entre ejes son iguales.
- Trimétrico: Los tres ángulos son distintos.
 |
| Sistemas axonométricos ortogonales |
-SISTEMA AXONOMÉTRICO OBLICUO
Tiene muchas variantes, y algunas de las más conocidas son:
- Perspectiva caballera: Muy cómoda para trabajar en verdadera magnitud con una de las caras.
- Perspectiva militar: Aquella en la que la planta es la verdadera magnitud.
- Perspectiva egipcia o de Heiduk; En esta solo se aprecia dos de las tres caras de un cubo.
 |
| Sistemas axonométricos oblicuos |
Sistema Cónico
El sistema cónico es el que ofrece un mayor acercamiento a la forma en la que observamos los objetos.
Su característica principal es la de que los objetos disminuyen de tamaño a medida que se alejan del observador y que las rectas que son paralelas convergen en un punto, el foco.
Esta perspectiva se desarrolló en el Renacimiento, siendo su origen la pintura, y de ahí el que muchos términos, como plano del cuadro, hagan referencia a este arte.
El sistema cónico es uno de los más complicados a la hora de trabajar, por lo que se le suele suplir con otros sistemas, como el axonométrico, más cómodo de usar.
Su utilidad principal está en la representación de objetos más grandes que una persona, es decir, edificios; ya que para los objetos pequeños se puede uilizar una perspectiva axonométrica con practicamente los mismos resultados.
Existen infinitos focos, tantos como direcciones pueden adoptar las líneas. Pero se suele trabajar con uno, dos o tres focos, para mayor simplicidad.
 |
| Representación cónica |
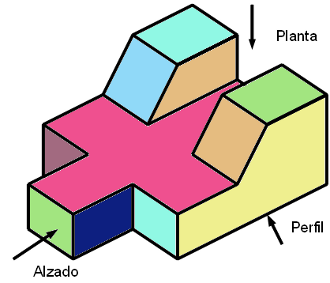
Sistema acotado
El sistema acotado tiene su origen en la representación de terrenos o topografía, y esa sigue siendo hoy en día su mayor aplicación.
Este sistema solo utiliza un plano de proyección, completándolo con las cotas o alturas de puntos o líneas.
Su principal ventaja sobre los otros sistemas es la posibilidad de representar superficies de formas muy irregulares, como las de un terreno; aunque también se puede emplear en representar superficies poliédricas y realizar opercaiones con ellas.
Siendo estrictos, solo se utiliza un único plano de proyección, pero, prácticamente siempre se complementa con una segunda proyección llamada perfil. Gracias a esta segunda proyección auxiliar es posible representar o deteminar elementos que con solo una sería muy laborioso o imposible.
El estudio del sistema acotado se suele subdividir en tres partes:
- Parte operativa y representativa: Aquí se estudian todo lo relacionado con los elementos fundamentasles ( recta, curva de nivel...), su operatividad ( paralelismos, perpendicularidad...) y construcción de cuerpos.
- Cubiertas: Un tipo de problema clásico, que es posible resolver de forma sencilla con el sistema acotado, aunque de limitada aplicación práctica para la importancia que se le da.
- Topográfico: la representación de un terreno no es posible sin la aplicación del sistema acotado, ya que ninguno de los otros nos proporciona una herramienta tan versátil. la única que podría suplir en algunos casos al sistema acotado en esta parte sería el sistema axonométrico.
 |
| Sistema acotado |
Normalización
Primeramente debemos de saber que la normalización es la técnica con la que podemos mostrar los dibujos de una manera más precisa, más real, esto se hace con técnicas que debemos de aprender, y que nos facilitan la manera de hacer estos dichos trazos.
Como mencioné anteriormente, la normalización consiste en que los dibujos que realicemos sean más precisos. Definiendola, se podría decir así, es la técnica en la que nos explica como hacer un dibujo algo más exacto. Y la aplicación de esta palabra, normalización del dibujo técnico, sería en las industrias al hacer proyectos donde queremos ver los planos, y así veríamos el modelo de una forma más clara, y no tendríamos problemas para imaginarlo, otro ejemplo de en donde se aplicaría serían: planos para construir casas, edificios, construir carreteras, puentes, etc.
En diversos campos del conocimiento y de la industria es necesario representar un objeto suministrando todos los datos técnico y de importancia. Hay que mostrar su forma aparente y hacer comprensibles sus partes interiores mediante un dibujo analítico basado en algunas conveciones que expondré a continuación.
- La representación de un objeto simple se hace por medio de dos proyecciones ortogonales.
- Las aristas y contornos vistos se proyectan en trazos continuos y gruesos.
- Las aristas y contornos ocultos se representan en trazos continuos y gruesos.
- Cuando el objeto tiene ejes o planos de simería, se representan con un trazo mixto fino.
- Si la forma de los objetos es compleja, puede ser representada con seis proyecciones, cuyos nombres corresponden a los distintos puntos de vista.
- Generalmente, no son necesarias las seis vistas. Las proyecciones que más se utilizan son; la frente, al de abajo, y la de la derecha o izquierda.
La acotación
La acotación es el proceso de anotar, mediante líneas, cifras, signos y símbolos, las medidas de un objeto, sobre un dibujo previo del mismo, siguiendo una serie de reglas y convencionalismos establecidos mediante normas.
La acotación es el trabajo más complejo del dibujo técnico, ya que para una correcta acotación de un dibujo, es neceario conocer, no solo las normas de acotación, sino también, el proceso de fabricación de la pieza, lo que implica un conocimiento de las maquinas-herramientas a utilizar para su mecanizado. Para una correcta acotación, también es necesario conocer la función adjudicada a cada dibujo, es decir, si servirá para fabricar la pieza, para verificar las dimensiones de la misma una vez fabricada, etc.
Por todo ello, aquí daremos una serie de normas y reglas, pero será la práctica y la experiencia la que nos conduzca al ejercicio de una correcta acotación.
Con carácter general se puede considerar que el dibujo de una pieza o mecanismo, está correctamente acotado, cuando las indicaciones de cotas utilizadas sean las mínimas, suficientes y adecuadas, para permitir la fabricación de la misma. Esto se traduce en los siguientes principios generales:
- Una cota solo se indicará una vez en un dibujo, salvo que sea indispensable repetirla.
- No debe omitirse ninguna cota.
- Las cotas se colocaras sobre las vistas que representen más claramente los elementos correspondientes.
- Todas las cotas de un dibujo se expresaran en las mismas unidades, en caso de utilizar otra unidad, se expresará claramente, a continuación de la cota.
- No se acotarán las dimensiones de aquellas formas, que resulten del proceso de fabricación.
- Las cotas se situarán por el exterior de la pieza. Se admitirá el situarlas en el interior, siempre que no se pierda claridad en el dibujo.
- No se acotará sobre aristas ocultas, salvo que con ello se eviten vistas adicionales, o se aclare sensiblemente el dibujo. Esto siempre puede evitarse utilizando secciones.
- Las cotas se distribuirán, teniendo en cuenta criterios de orden, claridad y estética.
- Las cotas relacionadas, como el diámetro y profundidad de un agujero, se indicarán sobre la misma vista.
- Debe evitarse la necesidad de obtener cotas por suma o diferencia de otras, ya que puede implicar errores en la fabricación.
Elementos que intervienen en la acotación
En el proceso de acotación de un dibujo, además de la cifra de cota, intervienen líneas y símbolos, que variarán según las características de la pieza y elemento a acotar.
Todas la líneas que intervienen en la acotación, se realizarán con el espesor más fino de la serie utilizada. Los elementos básicos que intervienen en la acotación son:
-Líneas de cota: Son líneas paralelas a la superficie de la pieza objeto de medición.
-Cifras de cota: Es un número que indica la magnitud. Se sitúa centrada en la línea de cota. Podrá situarse en medio de la línea de cota, interrumpiendo esta, o sobre la misma, pero en un mismo dibujo se seguirá un solo criterio,
-Símbolo de final de cota: Las líneas de cota serán terminadas en sus extremos por un símbolo, que podrá ser una punta de flecha, un pequelo trazo oblicuo a 45º o un pequelo círculo.
-Líneas auxiliares de cota: Son líneas que parten del dibujo de forma perpendicular a la superficie a acotar, y limitan la longitud de las líneas de cota. Deben sobresalir ligeramente de las líneas de cota, aproximadamente en 2 mm.
-Líneas de referencia de cota: Sirven para indicar un valor dimensional, o una nota explicativa en los dibujos, mediante una línea que une el texto a la pieza. Las líneas de referencia terminarán:
- En flecha las que acaben en un contorno de la pieza.
- En un punto, las que acaben en el interior de la pieza.
- Sin flecha ni punto, cuando acaben en otra línea.
La parte de la línea de referencia donde se rotula el texto, se dibujará paralela al elemento a acotar, si este no quedase bien definido, se dibujará horizontal, o sin línea de apoyo para el texto.
Escalas
La representación de objetos a su tamaño natural no es posible cuando éstos son muy grandes o cuando son muy pequeños, En el primer caso, porque requerirían formatos de dimensiones poco manejables y en el segundo, porque faltaría claridad en la definición de los mismos.
Este problema la resuelve la escala, aplicando la ampliación o reducción necesarias en cada caso para que los objetos queden claramente representados en el plano del dibujo.
Se define escala como la relación entre la dimensión dibujada respecto de su dimensión real, esto es:
E= dibujo/realidad
Si el numerador de esta fracción es mayor que el denominador, se trata de una escala de ampliación, y será de reducción en caso contrario. La escala 1:1 corresponde a un objeto dibujado a su tamaño real.
Planificación de piezas y su representación para producción
Una vez que hemos visto todas las maneras que hay de representar una pieza, de sus normas para representarlo de forma correcta, terminamos hablando de la necesidad de su planificación y su representación para la producción de la misma.
Planificar esto no es sencillo y necesitamos tener unos conocimientos previos que nos permita crear un plan para su producción que nos permita ahorrarnos gastos, que sea de la manera más sencilla y rápida posible, sin descuidar el acabado final la pieza, para conseguir una perfecta fabricación según las especificaciones del plano que se nos ha encomendado fabricar.
Tenemos que hacer una distinción entre el sistema de representación europeo y el americano, ya que cada uno es diferente y la no comprensión de cada uno de ellos nos puede llevar a cometer errores en su fabricación.
-Sistema Americano: el proyector se debe colocar siempre delante del objeto; si se desea obtener alguna otra proyección de otra de sus vistas, debe de colocarse al mismo lado que la pieza, este es un movimiento donde su proyección es igual tanto en el sistema Americano como en el sistema Europeo.
Al igual que en el plano europeo el plano se debe abatir, para poderlo apreciar de una mejor forma, poniendo como vista principal el alzado o vista frontal y las demás vistas se sitúan de la siguiente manera:
- El alzado o vista principal ocupa la posición central.
- La planta que se obtiene mirando desde abajo del alzado, se coloca encima del mismo.
- La vista derecha que se obtiene mirando desde la derecha del alzado, se coloca a izquierda del mismo.
Las vistas se sitúan en el mismo lado donde se miran.
-Sistema Europeo: Proyecta el cuerpo en el primer diedro o cuadrante, abatiendo los planos de proyección sobre el plano vertical posterior ( donde se proyecta el alzado).
En el sistema Europeo el plano se coloca detrás del objeto en el sentido de la proyección. En él existen seis proyecciones principales, las cuales se sitúan en un paralepipedo; cada una de las seis proyecciones tiene un nombre:
- La vista que se obtiene mirando desde el frente se llama Alzado o vista frontal,
- La vista que se obtiene mirando desde arriba se llama planta.
- La vista que se obtiene mirando desde la derecha o izquierda del observador se llama vista lateral derecha o vista lateral izquierda.
- La vista que se obtiene mirando desde atrás se llama alzado posterior.
- La vista que se obtiene mirando desde abajo se llama planta inferior.
Una vez ubicadas todas las vistas en el paralepípedo se debe de abatir para tener mejor bista de este, teniendo muy en cuento que el Alzado o vista frontal siempre debe quedar como vista principal, es decir, las demás vistas deben estar alrededor del Alzado.
Espero que hayáis disfrutado de este tema, un poco lioso y extenso, pero que necesitaremos para desempeñar de una manera correcta y eficaz el dibujo técnico, ya sea para realizar un plano, o para la comprensión de uno.
Os espero en la próxima entrega.
Un Saludo!!.